



輥式矯直機是一種使用兩排相互交錯的矯直輥來反復彎曲軋制材料以校正軋制材料的矯直機。 它主要用于矯直鋼管,消除鋼管成型焊接后橫截面的縱向彎曲和不圓度等缺陷,消除由于焊接溫度高而導致的鋼管焊縫處的結(jié)構應力。 在本文中,我們將帶您了解它的原理、結(jié)構和基本參數(shù)!
輥式矯直機的原理、結(jié)構和基本參數(shù)
輥式矯直機的原理:
金屬的原始彎曲曲率的大小和方向是不同的,輥式矯直機多次重復彎曲金屬以消除曲率的不均勻性,從而使曲率從大變小并使其變直。
在輥矯直機中,根據(jù)每個輥引起的變形量(減少量)的不同,有兩種設想的校正方案:小變形校正方案和大變形校正方案。
小變形校正方案:所謂的小變形校正方案假設矯直機上排工作輥的每個輥都可以獨立調(diào)節(jié),每個輥壓下量的調(diào)節(jié)原理是,進入輥的金屬的最大原始曲率應該在被向后彎曲并恢復后完全消除,I.e. 位置應該是直的。
大變形校正方案:由于被校正金屬的原始曲率發(fā)生變化,并且難以精確確定,因此大變形校正方案經(jīng)常用于生產(chǎn)中。
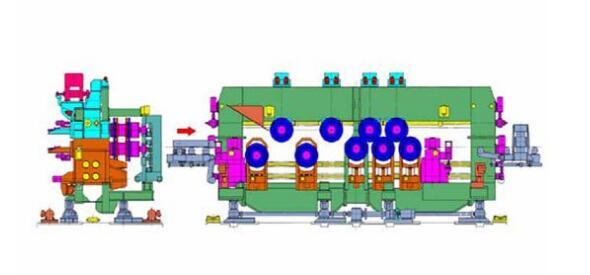
輥式矯直機的結(jié)構:
根據(jù)用途和結(jié)構的不同,輥式矯直機可分為板式輥式矯直機、型鋼輥式矯直機和管材和棒材斜輥式矯直機。 輥式矯直機主要由電機、減速器、齒輪座、連接軸、矯直輥工作座等組成。
1. 板材矯直機:根據(jù)矯直輥的排列和調(diào)整方法進行板材矯直機,包括平行輥矯直機、可調(diào)矯直輥撓度矯直機、斜輥矯直機等。
2. 平行輥矯直機:平行輥矯直機的上下兩排矯直輥平行設置,下排輥固定,上排輥可獨立調(diào)節(jié)。
3. 傾斜輥式矯直機:矯直機的下排輥是固定的,上排輥安裝在可調(diào)節(jié)的對齊的上框架中,上排輥可以調(diào)節(jié)成與下排輥傾斜。
4. 管材矯直機:用于校正管材的輥式矯直機通常被稱為傾斜輥式矯直機。 斜輥矯直機的矯直輥是傾斜放置的,當鉆桿進入矯直機時,它不僅會向前移動,還會旋轉(zhuǎn)。 在矯直過程中,通過反復彎曲和變形幾個輥來矯直鉆桿。 根據(jù)輥的數(shù)量,斜輥矯直機分為三個輥、五個輥、六個輥和七個輥。
輥式矯直機的原理、結(jié)構和基本參數(shù)
輥式矯直機的基本參數(shù):
輥式矯直機的基本參數(shù)包括:輥距t、輥直徑d、輥數(shù)n、輥身長度l和矯直速度v,其中主要參數(shù)為d和t。
輥距t :輥距t的選擇對校正質(zhì)量有重要影響。 在確定輥直徑t時,應考慮鋼的校正質(zhì)量和輥的強度條件。 最小允許輥距t受強度限制,而最大允許輥距t受校正質(zhì)量限制。 最小允許輥距t的確定:當輥直徑d恒定時,輥距t越小,校正質(zhì)量越高,但是從輥壓的計算可以看出,輥距t越小,校正壓力p越大,即輥面和金屬之間的接觸應力越大,從而加速輥面的磨損和損壞。 因此,最小允許輥距t受到輥體表面上的接觸應力和校正輥的扭轉(zhuǎn)強度的限制。
軋輥直徑d :軋輥直徑d通常根據(jù)確定的軋輥距離根據(jù)表格選擇,其值也應符合矯直機參數(shù)系列中的數(shù)據(jù)。
卷數(shù)n :增加卷數(shù)意味著增加金屬后彎的數(shù)量. 因此,增加軋輥數(shù)量有利于提高校正質(zhì)量,但也增加了金屬的加工硬化程度和校正能力. 因此,確定卷數(shù)的原則應該在確保校正質(zhì)量的前提下盡可能減少卷數(shù)。
輥身長度L :輥身長度L應通過考慮輥身上設置的孔的數(shù)量來確定。
校正速度v :校正速度主要根據(jù)生產(chǎn)率確定,同時考慮了校正產(chǎn)品的類型和溫度等因素。



